
而富氧燃烧技术是以氧含量高于2l%的富氧空气或纯氧代替空气作为助燃气体的一种高效强化燃烧技术。其特点在于不论是助燃空气还是燃烧废气体积都有所减少.燃烧反应速度加快,火焰温度提高,这有效提高了窑炉的热效率。烟气产生量及NOx生成量降低,进而使烟气净化系统运转更加可靠,粉尘污染大大降低。工业应用方面,自 2003 年始,先后为国内早期大规模富氧项目玻璃炉窑富氧设备。
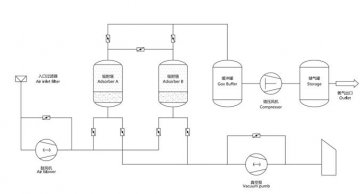
变压吸附制氧设备即(PSA制氧设备)流程简单、占地面积小、投资省。结构外形小,占地面积省,现有空余地,也可安放。主要装置1、鼓风机2、吸附塔3、氧气贮罐4、真空泵启动时,只要按一下按钮,启动30分钟内便可以获得纯度为90%的产品氧。停机时也只需按一下按钮。连续运行,停机多长时间都不会影响工况。无须定期停机检修和保养。操作人员经过短时间技术培训即可上岗操作。纯度调整方便,制氧成本低.只受成品氧气排出量的影响,,在其它条件不变情况下,成品气排出气量越大,成品气的纯度就越低,反之则越高.所以它可以任意选择30%~90%之间浓度的氧气,相应浪费较小.VPSA 制氧过程中,所有工艺在常温常压下进行,工艺过程中没有低温环节,因此在VPSA 系统本身不存在低温危害。VPSA制氧过程中则不必考虑金属的低温脆变性能,可使用强度好可焊性强的不锈钢材,选择范围较广。但如果同时设有液氧贮罐供氧后备系统,其低温危害与其它传统液氧贮罐系统类似。从窑炉结构来说,自

1、提高火焰温度:
富氧空气参于燃烧后,氮气量相对减少,从而使氧分子迅速地与可燃物混合达到充分燃烧,使火焰温度随着富氧空气中的氧分子比例的增加而提高,并加快了辐射、传导、对流三种形式的热传率。
2、加快燃烧速度
燃料在富氧空气中燃烧速度加快的原因:是由于增加氧含量后,使火焰温度提高所致,如天然气在氧气中的燃烧速度比在普通空气中的燃烧速度能提高10倍。燃烧速度的提高,导致燃料在炉膛内迅速完全燃烧。
3、降低燃料的燃点温度
燃点温度明显受到反应速率和热损耗的影响。富氧空气比普通空气有助于降低“燃点”温度的特点,并增加火焰单位体积的热释放量。对于劣质燃料效果更为突出。
4、减少燃烧后的排气量
使用含氧量为30%的富氧空气参加燃烧,与普通空气燃烧比较,当过剩空气系数a=1时,则排气体积减少20%,其排烟热损失也减少20%,从而提高热效率而节能。
5、增加热量利用率
当加热温度为1300ºC时,用普通空气燃烧.其热利用率为42%,而用含氧量26%的富氧空气燃烧,则利用率增加到56%,随着加热温度增加,节能效果更显著。
6、降低空气过剩系数
富氧燃烧能有效地降低空气过剩系数,使排烟热能损失大幅度降低,从而提高窑炉的热效率而节能。
我国一些正在争取建成国际化都市的城市和著名的风景旅游城市很可能率先采用发达国家的环保标准,其它地区的环保也日益受到重视.全氧燃烧技术将在我国逐步得到推广。




发表评论 取消回复